Электролитическая заточка (правка) бритв
На заводах, выпускающих бритвы, применяется так называемая электролитическая заточка бритв, основанная на принципе анодного растворения металла (рис. 29).
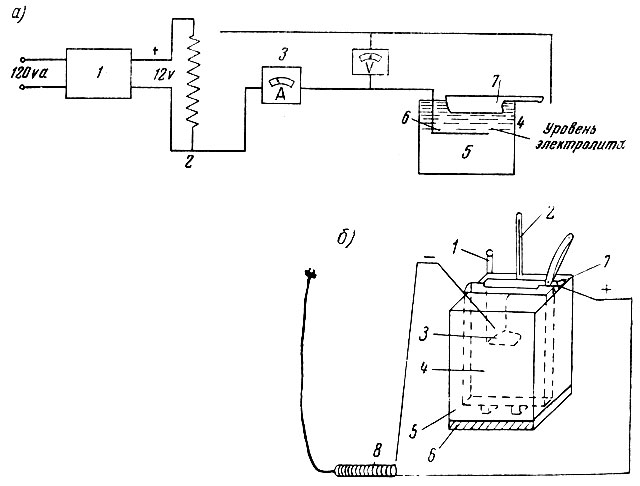
Рис. 29. Электролитическая заточка бритвы: а - электрическая схема: 1 - селеновый выпрямитель ВСА - 10 (преобразовывает переменный ток 120 в в постоянный ток 12 в); 2 - реостат для регулировки тока; 3 - амперметр; 4 - ванна с электролитом; 5 - электронагреватель; 6 - катод из нержавеющей стали; 7 - анод (затачиваемая бритва); б - схема заточки бритвы в электролитической ванне: 1 - терморегулятор; 2 - термометр; 3 - катод; 4 - электролит; 5 - вода; 6 - электронагреватель; 7 - анод (затачиваемая бритва); 8 - селеновый выпрямитель ВСА - 10.
Правка электролитическим способом заключается в том, что через бритву, опущенную в. особый состав жидкости - электролит, пропускается электрический ток. При этом заусеницы на жале растворяются, и жало приобретает такую остроту, какую ей не может придать правка на оселке. Правда, этот способ нуждается в упрощении.
Оборудование для электролитической правки состоит из огнеупорной стеклянной ванночки емкостью 500 - 550 см3, водяной бани с контактными или обычными термометрами, терморегулятора и шестивольтового селенового выпрямителя ВСА-10, через который подводится постоянный электрический ток от сети.
Ванночку с налитым в нее электролитом подогревают на водяной бане до 70 - 72° С. Эту температуру поддерживают в течение всего времени правки бритвы. Отрицательный полюс от выпрямителя подключают к пластинке из нержавеющей стали, погруженной в электролит, а положительный полюс - к лапкам, смонтированным на водяной бане. Эти лапки служат для регулирования погружения бритвы в электролит. Бритву опускают так, чтобы в электролит было погружено только жало.
Состав электролита: хромового ангидрида - 10 - 13%; воды - 9 - 13%; железа - от 1% и выше; фосфорной кислоты - остальной объем.
Электролит готовят в специальном сосуде - банке с крышкой, которую погружают в водяную баню с контактными или обычными термометрами и терморегуляторами. Температуру поддерживают 70 - 80° С.
Хромовый ангидрид является кислотой. Ткани при попадании на них ангидрида разрушаются. Поэтому в обращении с ним следует проявлять особую осторожность. Хромовый ангидрид предварительно измельчают легкими ударами молотка на чистой сухой бумаге. При жирной или мокрой бумаге ангидрид может воспламениться.
Измельченный ангидрид кладут железными щипцами в сосуд, затем наливают дистиллированную воду и включают водяную баню. В горячей воде ангидрид быстро растворяется. После этого наливают половину необходимого количества фосфорной кислоты, помешивая смесь стеклянной палочкой. Остальную часть фосфорной кислоты доливают в процессе выпаривания воды из электролита.
Выпаривание производят при открытом сосуде, помещенном в вентиляционный стеклянный шкаф.
На 200 г измельченного хромового ангидрида вводят 1 л фосфорной кислоты с удельным весом 1,6. Если удельный вес фосфорной кислоты ниже, то нужно уменьшить количество и остальных частей электролита. Например, если на 1 л фосфорной кислоты с удельным весом 1,6 кладут 200 г хромового ангидрида, то на такое же количество кислоты с удельным весом 1,54 кладут 170 г хромового ангидрида и 10 г воды.
Смесь выдерживают не менее 24 час., пока хромовый ангидрид совершенно не растворится. Полученный раствор выпаривают, подогревая на водяной бане при температуре 70 - 80° С. Выпаривание прекращают, когда содержание воды в электролите достигнет 9 - 13%. При этом удельный вес электролита при температуре 20° С должен быть 1,72 - 1,73.
При заточке раствор насыщается железом от растворения заусениц жала бритвы.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://rasti-kosa.ru/ 'Парикмахерское искусство'